Change is the new constant. The confluence of people & technology has given rise to myriad possibilities of addressing the issues of mankind sustainability. There is a tectonic shift in technology that the world is experiencing today. Digital technologies like the “Internet of Things, BIG Data Analytics” have realized some of the distinct asks that were once true only in Sci-Fi movies. With the proliferation of data from people and process, it is imperative to analyse it and extract insights!
The manufacturing industry has been a forerunner in adopting new processes and technologies – right from Kaizen, JIT, and lean principles to robotic automation which have now become the essence of each and every manufacturing organization. One of the key elements in long-term sustainability of manufacturing companies is continuous improvement, which has given rise to the new era of manufacturing, i.e., Industrie 4.0.
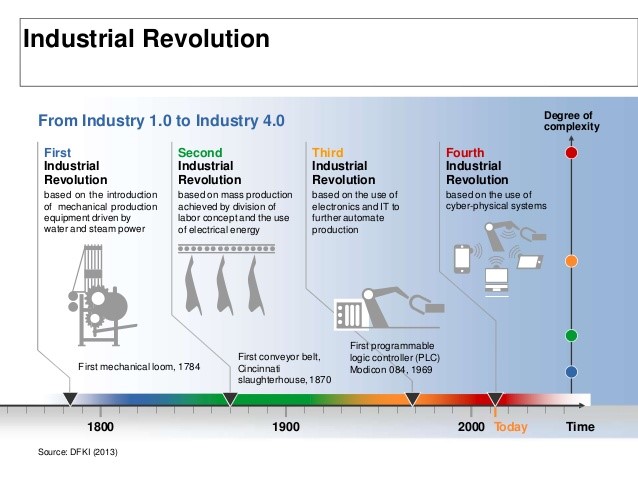
Industrial Revolution
{kind=link}
Industrie 4.0 or Connected manufacturing calls for integration of cyber physical systems (currently working in silos) to form an enterprise where data acts as a cohesion force between processes to bring about process optimization, thereby maximizing throughput. Today, data generated from these systems are analysed independently to realise insights from a particular process or operation. BIG Data and Analytics will play a key role in integration of Information Technology (IT) and Operational Technology (OT) systems thus bringing about the true value of Industrie 4.0. By removing the barrier of data transfer amongst different processes (e.g. maintenance to supply chain to purchase to finance), can lead to better decision making. Let’s discuss about one such critical process of any enterprise i.e. Supply Chain.
Being a Technology Consultant, I interact with industry experts and our clients on upcoming technology and market trends in different areas, be it Automotive, Manufacturing, Smart Products etc. IoT (Internet of Things) and BIG data analytics are amongst the buzzing technologies that are transforming almost all the sectors. Some of the areas where BIG data is impacting the manufacturing industry is Supply Chains.
Traditionally, the aim of any supply chain is to “Get the right product in the right place at the right time”. Apparently, with usage of data analytics to optimize the supply chain, the aim of DIGITAL Supply chain has taken a new definition, it is “Predict the right product, forecast the time to order and make available at the right place before time” One of the challenges of existing supply chains is “lack of strategic planning and forecasting” due to limited buy sell relationships of suppliers and buyers. Also, there is a lot of static data lying idle in the Enterprise Resource Planning (ERP) systems regarding materials, spare parts etc. which if combined along with historical maintenance, part replacement records can provide valuable insights. Some of the ways in which Digital technologies are optimizing the SCM are as follows.
Improved flexibility, scalability and depth of data
Reducing risk and improving speed with accurate forecasting and prediction.
Use of geoanalytics to merge and optimize delivery networks
Today, be it product or service companies, all are moving towards adopting Outcome based Metrics and Performance Management systems to assess people and processes. With the advent of high speed technologies and endless storage infrastructure capabilities, features like flexibility, agility, quick turnaround have become defacto to SCM systems. Companies that are hesitant towards embracing the change will sooner or later become obsolete in this ever changing scheme of things. Let us take a real world scenario that most manufacturing organizations are facing today. It is tangibly associated with SCM and how implementing such systems of Predictive Maintenance with deep learning and artificial intelligence capabilities can lead to efficient decision making.
Traditionally, the manufacturing and process industry has been too dependent on the knowledge base of a few process domain experts or maintenance managers, who carry a deep and crucial understanding of assets and their performance. Even after technological advancements, there is a huge dependency on knowledge base of domain experts. Apart from business intelligence, forecasting, optimization and other areas, BIG data analytics in manufacturing is focusing more towards eliminating such dependencies and creating robust self-learning systems that help to make flawless decisions. This demands for knowledge encapsulation of rich experienced workforce that can be modelled to further automate the decision-making process.
For e.g. a 40 year experienced maintenance supervisor, who can just by hearing the noise of a machine can tell you whether it will fail or not and by when? Now, it is the supervisor’s intelligence that makes a decision of failure or not. Think about implementing a statistical model (based on supervisor’s decision making technique) that can predict accurately the equipment failure. If such a system exists with human like thinking capabilities, there are possibilities of even intimating the Supply chain on probable part failure and you may get the same even before the system can fail. All these models can be technically integrated with SCMs to enable dynamic workflow. Digital Supply Chains are one of the critical components or change agent towards achieving Industry 4.0.
Talking about the happenings in the industry, IBM has developed a powerful cognitive analytics platform that has the power to think like a human brain. There are many instances of integrating IBM Watson’s cognitive computing capabilities for a transparent, intelligent and predictive supply chain. As per the survey*, 65% of the value of a company’s products or services is derived from suppliers. Suppliers and the supply chain impact everything from the quality, delivery and costs of a business’s products and services, to customer service and satisfaction, and ultimately profitability. Also, a survey** by the Chief Supply Chain Officer of IBM said that Lack of visibility and transparency is the greatest hurdle in achieving the supply chain organization’s objectives. Hence, there are solutions available in the market that address these issues to bring more transparency, intelligence and predictive capabilities in the supply chain systems.
I recall this statement from one of the TED Talk on Data Science, it says “Data is not the new Oil, but it is the new Soil”, I would further add to this saying “Data is the new soil, if harvested decently can reap outcomes that will answer industry’s toughest questions”.